|
 |
Вторник, 02.12.2025, 23:49 |
| СТУДВОРКПРО100 | 

 |
| Приветствую Вас Гость | RSS |
|
|
Приспособление для обработки вогнутых поверхностей тора
| |
| lepris | Дата: Воскресенье, 20.11.2022, 15:00 | Сообщение # 1 |
 Генералиссимус
Группа: Администраторы
Сообщений: 3557
Статус: Offline
| Приспособление для обработки вогнутых поверхностей тора
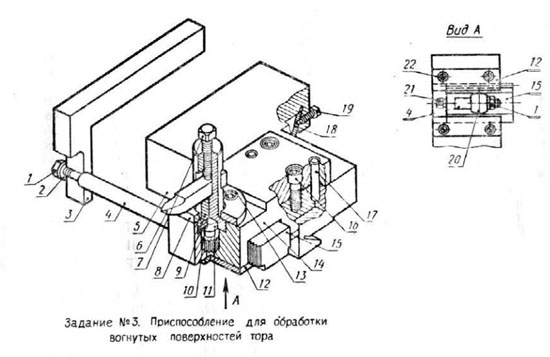
Назначение и устройство приспособления.Приспособление служит для обточки вогнутых поверхностей тора различных радиусов, например впадины на венце заготовки червячного колеса. Значения радиусов зависят от длины вылета резца. Приспособление собирают в следующем порядке. К корпусу 5 приспособления винтами 16 и штифтами 17 прикреплена накладка 14.В нижней части ее имеется паз шириной 50 мм, в который вставлена рейка 15 торцом сотверстием Ф12. Чтобы рейка не выпадала, установлены две планки 12,прикрепленные винтами 22 к накладке 14.В рейку 15 запрессована серьга 20.Ось отверстия ее Ф11 расположена вдоль рейки. Серьга дополнительно прикреплена к рейке установочным винтом 21.В отверстие серьги вставляют один конец тяги 4 так, чтобы свободный конец тяги был направлен в сторону планки 3. Серьга скреплена с тягой гайкой 1 с шайбой 2.Второй конец тяги вставлен в паз планки 3 и прикреплен к ней также гайкой 1 с шайбой 2.Верхняя выступающая часть планки 3 должна быть обращена на главном виде к зрителю.В верхней части накладки 14 сделана расточка ф45, в которую вставлен резцедержатель 9,предварительно соединенный с зубчатым колесом 11 штифтом 10. Цилиндрическую часть резцедержателя Ф45 вставляют в расточку накладки до упора, при этом зубчатое колесо 11 должно войти в зацепление с рейкой 15. На главном виде сборочного чертежа резцедержатель изобразить повернутым цилиндрической частью 0 35 кверху. Резцедержатель скрепляют с накладкой 14 фланцем 8 и винтами 13. Резец 6 вводят в паз резцедержателя так, чтобы режущая часть его выходила за край накладки 14,и затем закрепляют винтом 7.Корпус 5 приспособления устанавливают направляющими, имеющими форму ласточкина хвоста, на продольные салазки суппорта токарного станка и закрепляют с помощью планки 18 и винтов 19. Деталь, на которой должна обрабатываться вогнутая поверхность, закрепляют в патроне или центрах токарного станка, и она получает вращательное движение. Планка 3,закрепленная в резцедержателе 1, толкает тягу 4 и связанную с ней рейку 15,сообщая ей возвратно-поступательное движение. Так как корпус и смонтированные на нем детали закреплены неподвижно, то зубчатое колесо 11,
сцепленное с рейкой 15, получает вращательное движение. Режущая кромка резца описывает дугу определенного радиуса, зависящего от вылета резца, и обрабатывает заготовку.
Приспособление для обработки вогнутых поверхностей тора 3-00 сборочный чертеж
Приспособление для обработки вогнутых поверхностей тора 3-00 спецификация
Приспособление для обработки вогнутых поверхностей тора 3-00 3д модель
Приспособление для обработки вогнутых поверхностей тора 3-00 чертежи
Планка 3-3
Тяга 3-4
Корпус 3-5
Резец 3-6
Фланец 3-8
Резцедержатель 3-9
Колесо зубчатое 3-11
Планка 3-12
Накладка 3-14
Рейка 3-15
Планка 3-18
Серьга 3-20
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ВОГНУТЫХ ПОВЕРХНОСТЕЙ ТОРА СКАЧАТЬ
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ВОГНУТЫХ ПОВЕРХНОСТЕЙ ТОРА СКАЧАТЬ
|
| |
|
|
|
| Copyright MyCorp © 2025 |
uCoz |
| |





